How to Migrate Obsolete Automation Controls in 2026
Migrating obsolete automation controls is the structured process of replacing or upgrading legacy programmable logic controllers (PLCs), HMIs, and I/O modules before they cause unplanned production failures. The stakes are real: unplanned downtime costs manufacturers roughly $260,000 per hour. That number makes a strong case for treating control system migration as a planned capital project, not a reactive repair. Done right, a migration preserves operational continuity, reduces long-term maintenance costs, and positions your plant for modern network and data capabilities.
How to migrate obsolete automation controls: prerequisites first
Before you touch a single wire, you need a complete picture of what you are replacing. A system audit is the foundation of every successful migration. Use the aging automation system audit checklist to assess the condition of each controller, I/O module, and HMI on the line.

Verify your documentation before anything else
Documentation is inaccurate by 20–30% on most aging systems. That gap will cause wiring errors, logic mismatches, and commissioning delays if you do not correct it before migration begins. Walk the floor, verify every electrical print against the physical installation, and update your drawings. This step alone prevents the majority of cutover failures.
Track lifecycle status for every component
Lifecycle awareness means categorizing each component as active, phase-out, or end-of-service. Lifecycle tracking lets you anticipate failures instead of reacting to them. For GE Fanuc Series 90-30 or Allen-Bradley SLC 500 systems, many modules are already at end-of-service, meaning no manufacturer support and no new spare parts from the OEM.
Build a realistic budget and timeline
Key prerequisites to confirm before project kickoff:
- System audit scope: Controller model, firmware version, I/O count, and HMI type for every node
- Documentation status: Verified electrical prints, network diagrams, and I/O lists
- Lifecycle classification: Active, phase-out, or end-of-service for each component
- Risk register: Identified failure points, single points of failure, and contingency triggers
- Rollback plan: Defined decision criteria and time limits for reverting to the legacy system
Complex PLC migration projects typically run 12–16 months and cost between $100,000 and $300,000 or more. That range reflects engineering labor, hardware, commissioning, and lost production during cutovers. Budget overruns almost always trace back to skipped prerequisites.
Pro Tip: Schedule your documentation verification walk-down at least 60 days before the migration start date. Corrections to electrical prints take longer than engineers expect, and surprises during cutover are far more expensive than surprises during planning.
Retrofit vs. full replacement: which approach fits your plant?
The choice between retrofitting and full replacement is the most consequential decision in any migration project. Retrofit, sometimes called a bridging approach, replaces only the obsolete control hardware while keeping mechanical systems, field wiring, and most I/O infrastructure intact. Full replacement rebuilds the control architecture from the ground up.
When retrofitting makes sense
Retrofitting is preferable when mechanical systems are healthy, budgets are limited, and minimizing production downtime is the top priority. It also lets you spread costs across multiple budget cycles, which matters for plants managing capital expenditures annually.
Retrofit is the right call when:
- Only the PLC or HMI is obsolete, but field devices and wiring are in good condition
- Production schedules cannot absorb a multi-week shutdown
- The existing control logic is well-documented and can be translated to a modern platform
- Budget is under $150,000 for the affected line
When full replacement is the better investment
Full replacement makes sense when multiple system layers are obsolete simultaneously, when you need capabilities the legacy architecture cannot support (such as Industrial Ethernet or OPC-UA connectivity), or when the system is so overbuilt for its current task that a clean design reduces long-term complexity.
| Factor | Retrofit | Full Replacement |
|---|---|---|
| Upfront cost | Lower | Higher |
| Downtime required | Shorter | Longer |
| Logic reuse | High | Low to moderate |
| New capability potential | Limited | High |
| Best for | Single component obsolescence | Multi-layer system failure |
| Risk level | Lower | Higher |
The table above is a starting point, not a formula. A plant running GE Fanuc RX3i controllers with healthy field wiring is a strong retrofit candidate. A plant running Series 90-70 hardware with corroded I/O terminals and undocumented ladder logic is a full replacement candidate regardless of budget preference.
How do you execute a migration with minimal downtime?
Execution is where planning and risk management account for roughly 70% of project success. The technical work matters, but the sequence, timing, and validation steps determine whether you hit your production window or blow past it.
The phased zone-by-zone approach
Phased migration divides the plant into control zones and migrates one zone at a time during scheduled maintenance windows. Phased migrations with parallel-run validation reduce downtime to planned windows of 4–8 hours per controller cutover. That is a manageable number for most plants when scheduled on weekends or during planned shutdowns.
Here is the execution sequence that works:
- Weeks 1–4: Complete system audit, verify documentation, finalize hardware procurement
- Weeks 5–8: Develop new control logic and complete factory acceptance testing (FAT) off-site
- Weeks 9–10: Install new hardware in parallel with the running legacy system
- Week 11: Begin parallel-run validation, feeding identical inputs to both controllers
- Week 12: Cutover Zone 1 during a scheduled maintenance window (target: 4–8 hours)
- Weeks 13–16: Monitor Zone 1 performance, resolve issues, then proceed to subsequent zones
- Final week: Decommission legacy hardware, update as-built documentation
Parallel-run validation: the most underused safety net
Parallel-run validation feeds identical inputs to both the legacy and new controllers simultaneously, then compares outputs before any live cutover. This catches logic translation errors that would otherwise surface as production faults at 2 a.m. on a Monday. Digital twins and simulation tools can supplement this step when physical parallel installation is not practical.
Pro Tip: Define your rollback trigger before cutover day. Decide in advance: if the new system has not stabilized within 2 hours of cutover, you revert. Having that decision made ahead of time removes the pressure to “give it a little more time” when production is at risk.
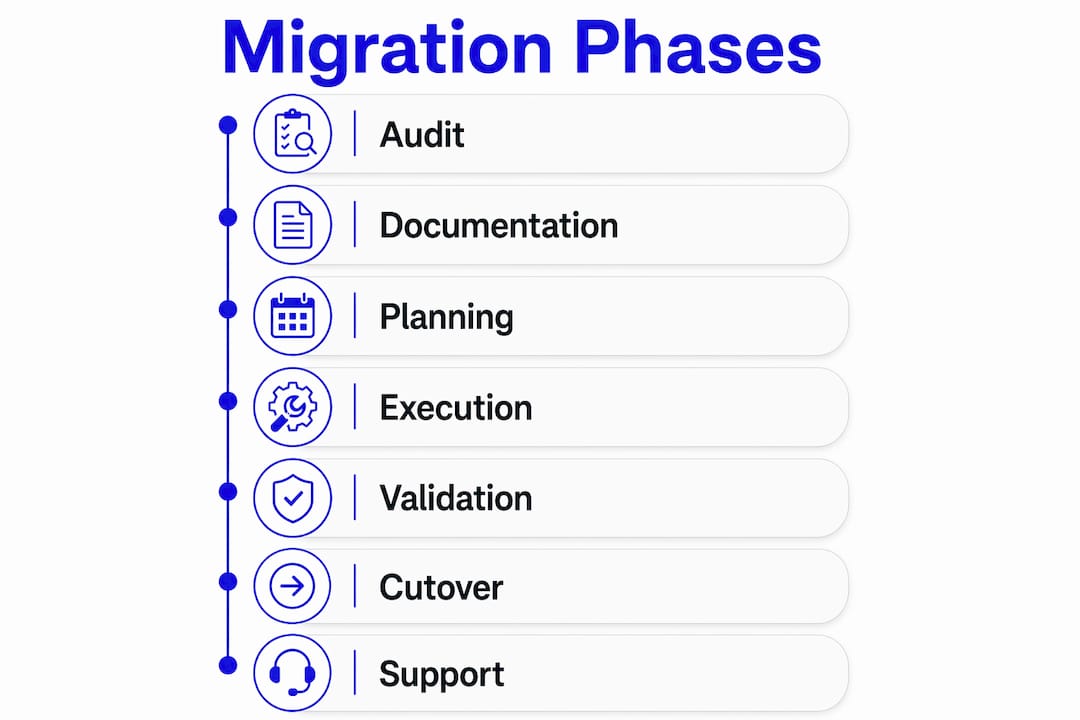
| Migration Phase | Typical Duration | Key Deliverable |
|---|---|---|
| Audit and documentation | 4–6 weeks | Verified I/O list and risk register |
| Logic development and FAT | 4–6 weeks | Tested control program |
| Parallel installation | 1–2 weeks | Hardware ready for validation |
| Parallel-run validation | 1–2 weeks | Output comparison report |
| Zone cutover | 4–8 hours per zone | Live production on new system |
What are the most common migration pitfalls?
Most migration failures trace back to three root causes: inaccurate documentation, underestimated logic rewriting effort, and cybersecurity gaps exposed during the transition period.
Logic rewriting takes longer than you think
Legacy PLC logic does not convert automatically. Manual rewriting requires roughly 1 hour per 100 complex ladder logic rungs. A mid-size line with 2,000 rungs of complex logic represents 20 hours of engineering time before testing even begins. Migrating from Allen-Bradley PLC-5 or SLC 500 to ControlLogix, or from GE Series 90-30 to RX3i, requires a line-by-line review because instruction sets and addressing structures differ between platforms.
Documentation gaps surface at the worst moment
Wiring inaccuracies discovered during cutover force on-the-fly corrections under time pressure. The manufacturing automation upgrade checklist covers the documentation verification steps that prevent this. Build a buffer of at least 20% extra time into your cutover window to absorb field corrections.
Cybersecurity risks during the transition window
Legacy systems often lack modern network security. During migration, when legacy and new systems share a network segment, that exposure widens. Use network segmentation to isolate the legacy system from the broader plant network during the parallel-run phase. Assign a dedicated VLAN or air-gap the legacy system entirely if the architecture allows it.
The biggest migration failures I have seen share one trait: the team treated documentation verification as optional. Every hour spent correcting drawings before cutover saves four hours of troubleshooting during it.
Practical tools that reduce migration risk include logic comparison software, I/O force testing procedures, and structured commissioning checklists. Back up the legacy program to at least two separate storage locations before any hardware changes begin.
Key takeaways
Successful control system migration depends on thorough pre-migration planning, the right approach selection, and disciplined phased execution with validated rollback procedures.
| Point | Details |
|---|---|
| Audit before you act | Verify controller condition, I/O status, and documentation accuracy before any migration work begins. |
| Choose the right approach | Retrofit suits single-component obsolescence; full replacement fits multi-layer system failures or new capability needs. |
| Phase your cutovers | Zone-by-zone migration with 4–8 hour cutover windows keeps production losses predictable and contained. |
| Validate in parallel | Run legacy and new controllers simultaneously on identical inputs to catch logic errors before live cutover. |
| Plan your rollback | Define rollback triggers and time limits before cutover day to remove pressure-driven decision-making during execution. |
The case for treating migration as a continuous process
Most plant engineers treat control system migration as a one-time event. That framing creates the problem it is trying to solve. By the time a system reaches end-of-service, the team is already in reactive mode, sourcing discontinued parts and managing unplanned failures instead of executing a planned upgrade.
The smarter approach is modular, incremental modernization. Replace one controller generation at a time, aligned with your capital budget cycle. Track lifecycle status for every component on a rolling basis, not just when something fails. This spreads cost, reduces per-project risk, and keeps your team’s migration skills sharp rather than rusty.
I have watched plants spend three times their original budget because they deferred migration until a critical failure forced their hand. The parts were scarce, the engineering team was under pressure, and the rollback option was gone because the legacy system had already failed. Lifecycle awareness, as a standing practice rather than a crisis response, is the single change that separates plants that migrate well from those that scramble.
The PLC maintenance schedule approach, reviewed annually, gives you the visibility to migrate on your terms rather than the equipment’s terms.
— Monica
How Industrialpartsusa supports your migration project
When you are ready to replace legacy controls, parts availability is often the first obstacle. Industrialpartsusa stocks new, used, surplus, and remanufactured automation components, with a deep inventory of hard-to-find GE Fanuc, Allen-Bradley, Mitsubishi, and Omron hardware. That includes GE Emerson Genius I/O modules and other legacy parts that OEMs no longer supply.
Same-day shipping on in-stock items means your migration timeline does not stall waiting on long OEM lead times. Industrialpartsusa also provides in-house repair services and expert support for plant engineers working through complex migration projects. Visit Industrialpartsusa to source the legacy and modern automation parts your project needs, backed by a one-year warranty on every item shipped.
FAQ
What does it mean to migrate obsolete automation controls?
Migrating obsolete automation controls means replacing or upgrading legacy PLCs, HMIs, and I/O modules with modern equivalents before they cause unplanned failures. The goal is to maintain production continuity while eliminating components that no longer have manufacturer support or available spare parts.
How long does a PLC migration project typically take?
Complex PLC migration projects typically take 12–16 months and cost between $100,000 and $300,000 or more, depending on system complexity and the number of control zones involved.
What is parallel-run validation in a control system migration?
Parallel-run validation runs both the legacy and new controllers simultaneously on identical inputs, then compares their outputs before any live cutover. This method catches logic translation errors before they affect production.
Should i retrofit or fully replace my legacy control system?
Retrofit is the better choice when mechanical systems are healthy and only the control hardware is obsolete. Full replacement makes sense when multiple system layers are outdated or when you need modern network capabilities the legacy architecture cannot support.
How do i minimize downtime during a control system upgrade?
Use a phased zone-by-zone migration strategy with scheduled maintenance windows. Phased migrations with parallel-run validation reduce downtime to 4–8 hours per controller cutover, keeping production losses predictable and contained.