What Is a Process Control System? Engineer’s Guide
A process control system is an automated feedback-based technology that continuously monitors and adjusts critical process variables, including temperature, pressure, flow rate, and chemical composition, to keep industrial operations within defined performance limits. Known formally as a PCS, this technology sits at the core of modern manufacturing, chemical production, oil refining, and power generation. Without it, maintaining consistent product quality at scale is not feasible. Understanding how a PCS works, and which type fits your operation, directly determines your plant’s efficiency, safety record, and long-term cost structure.
What is a process control system and how does it work?
A process control system automatically monitors and adjusts critical process variables using real-time feedback loops built from four core components: sensors, controllers, communication networks, and final control elements like valves and actuators. Each component plays a distinct role in keeping the process stable. Sensors measure the actual state of a variable. Controllers compare that measurement against a target setpoint and calculate a corrective output. Actuators execute the correction by opening a valve, adjusting a motor speed, or modifying a heating element.
The control loop runs through four repeating stages: measurement, comparison, calculation, and actuation. PID algorithms (Proportional, Integral, Derivative) handle the calculation stage in the majority of industrial applications because they balance speed of response against stability. A poorly tuned PID loop either overshoots the setpoint repeatedly or responds so slowly that disturbances compound before correction occurs.

Closed-loop feedback control is the standard in process automation. The system reads the output, compares it to the setpoint, and adjusts continuously. Open-loop control, by contrast, applies a fixed output without reading the result. Open-loop setups appear in simple conveyor timing or basic heating cycles where feedback is unnecessary, but they cannot compensate for process disturbances.
Cascaded control loops add another layer of complexity. Incorrect secondary loop tuning in cascaded systems creates hunting behavior around setpoints, which accelerates actuator wear and destabilizes the primary loop. This is one of the most common and costly mistakes in process control commissioning.
Pro Tip: When tuning a cascaded loop, always tune the inner (secondary) loop first and confirm it is stable before touching the outer (primary) loop. Reversing this order guarantees oscillation.
What are the main types of process control systems?
Three primary categories define the process control landscape: Discrete (PLC-based), Continuous (DCS-based), and Supervisory (SCADA). Each serves a fundamentally different operational domain, and misunderstanding these roles leads directly to poor system architecture and expensive rework.
PLCs: discrete and high-speed logic
Programmable Logic Controllers, or PLCs, are built for high-speed discrete control tasks. Think packaging lines, stamping presses, and assembly robots where the logic is binary: a part is present or it is not, a gate is open or closed. Allen-Bradley (Rockwell Automation) ControlLogix and GE Fanuc Series 90-30 are two of the most widely deployed PLC platforms in North American manufacturing. PLCs execute scan cycles in milliseconds, making them unsuitable for plant-wide continuous regulatory control where analog variables drift gradually over time.
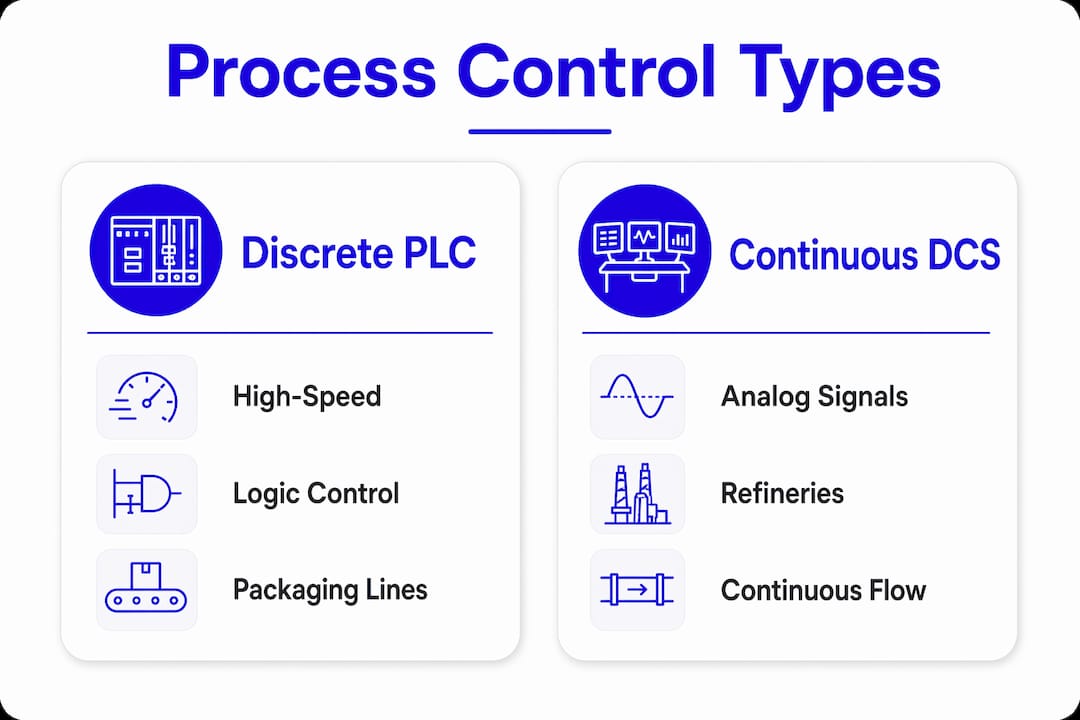
DCS: continuous and analog-heavy processes
A Distributed Control System handles the analog-heavy, continuous processes that PLCs were never designed for. Refineries, chemical reactors, and paper mills rely on DCS platforms because these environments require hundreds of PID loops running simultaneously across geographically distributed field instruments. ABB Taylor Mod 300 and Emerson DeltaV are established DCS platforms that manage this complexity natively. The DCS architecture distributes processing across multiple controllers, so a single controller failure does not bring down the entire plant.
SCADA: supervisory monitoring at scale
SCADA (Supervisory Control and Data Acquisition) provides high-level monitoring and data collection across wide geographic areas, such as pipeline networks or water treatment facilities. SCADA does not replace PLC or DCS at the field level. It reads data from those systems, displays it to operators, and allows supervisory commands. Treating SCADA as a replacement for field-level control is a design error that creates dangerous gaps in real-time response.
| System type | Best application | Key strength | Common limitation |
|---|---|---|---|
| PLC | Discrete manufacturing, assembly lines | High-speed logic, low latency | Limited analog loop handling |
| DCS | Continuous processes, chemical/refining | Multi-loop PID, redundancy | Higher initial cost |
| SCADA | Wide-area monitoring, utilities | Data aggregation, remote visibility | Not a real-time field controller |
Pro Tip: If your process involves more than 20 simultaneous PID loops with interdependencies, a DCS architecture will outperform a PLC-based system in stability and maintainability over a five-year horizon.
Benefits and challenges of process control in manufacturing
The core benefits of implementing a process control system are measurable and direct. Reduced process variability translates to tighter product specifications and lower scrap rates. Automated safety interlocks respond faster than any human operator, cutting incident rates in high-hazard environments. Consistent setpoint control improves throughput by eliminating the manual adjustments that introduce lag and inconsistency.
Integrating a PCS with Manufacturing Execution Systems (MES) extends these benefits further. When real-time process data feeds into MES platforms, quality management becomes predictive rather than reactive, and maintenance teams can schedule interventions before failures occur. The real value of a PCS is not just motor and valve control. It is the data visibility that enables smarter decisions at every level of the operation.
The challenges are equally real. Sensor accuracy is the weakest link in most control systems. Even the most sophisticated PID controller cannot compensate for a drifting thermocouple or a fouled flow transmitter. Sensor failures cause unstable loops, off-spec product, and, in worst cases, safety events.
Best practices for a successful PCS implementation include:
- Define process boundaries first. Know the acceptable range for every controlled variable before selecting hardware.
- Invest in sensor quality. Field instrumentation accuracy determines control loop performance more than controller selection does.
- Document every loop. Maintain a loop sheet for each control loop, including setpoints, tuning parameters, and alarm limits.
- Plan for integration. Specify MES and historian connectivity requirements before purchasing controllers, not after.
- Test under load. Commission control loops at actual production rates, not just at idle or partial capacity.
Legacy hardware introduces a separate category of risk. Obsolete automation components create cost and reliability exposure when replacement parts become scarce. Proactive inventory management and scheduled replacement cycles reduce unplanned downtime significantly.
How to maintain and upgrade process control systems
Sensor calibration is the highest-return maintenance activity in any process control system. A calibration drift of 2% on a critical temperature sensor can shift a product parameter outside specification without triggering an alarm, because the controller sees a correct reading and holds the loop steady. Scheduled calibration intervals, typically quarterly for critical loops and annually for non-critical ones, catch drift before it affects output quality.
PLC and DCS hardware maintenance follows a different rhythm. Reviewing your PLC maintenance schedule annually covers firmware updates, battery replacement, I/O module testing, and communication network integrity checks. Skipping these steps on a GE Fanuc RX3i or an Allen-Bradley ControlLogix chassis does not cause immediate failure. It builds latent risk that surfaces at the worst possible moment.
Upgrade decisions require a structured approach. The manufacturing automation upgrade checklist covers the key decision points: end-of-life hardware identification, integration compatibility with newer HMI and historian platforms, and total cost of ownership over a five-year window. Legacy components from platforms like GE Fanuc Series 90-30 or ABB Taylor Mod 300 are still available through surplus suppliers, which extends the viable life of these systems without forcing a full platform migration.
Key maintenance and upgrade priorities:
- Audit legacy hardware annually. Identify components with no available replacements and build a spare parts buffer.
- Calibrate field instruments on a fixed schedule. Do not rely on process alarms to detect sensor drift.
- Test backup and failover systems. Redundant controllers and power supplies only protect you if they actually work when needed.
- Evaluate sensor performance regularly. Replace aging transmitters before they fail, not after.
- Document all configuration changes. Undocumented tuning adjustments are the leading cause of unexplained process instability after personnel changes.
Key takeaways
A process control system’s long-term reliability depends on sensor accuracy, correct system type selection, and proactive lifecycle management of hardware.
| Point | Details |
|---|---|
| Core function | A PCS measures, compares, and adjusts process variables continuously using feedback loops. |
| System type selection | PLCs handle discrete tasks; DCS manages continuous analog processes; SCADA provides supervisory visibility only. |
| Sensor accuracy | Field instrumentation quality determines control loop stability more than controller hardware does. |
| MES integration | Connecting a PCS to MES platforms converts real-time data into predictive quality and maintenance decisions. |
| Legacy hardware risk | Obsolete components require proactive spare parts management to prevent costly unplanned downtime. |
Why sensor quality is the argument most engineers lose
I have reviewed process control architectures across dozens of manufacturing facilities, and the same argument comes up repeatedly. Engineers spend months debating PLC versus DCS platform selection, negotiating controller specifications, and optimizing network topology. Then the plant goes live and the first instability trace points directly to a $200 pressure transmitter that was installed five years before the new controller arrived.
The uncomfortable truth is that data-driven visibility is the real competitive advantage of a modern PCS, and that advantage collapses the moment field instrumentation degrades. I have seen facilities running GE Fanuc RX7i platforms with excellent PID tuning produce off-spec product for weeks because nobody scheduled transmitter calibration after a process modification.
The other pattern I keep encountering is the SCADA-as-controller mistake. A plant upgrades its monitoring interface, operators gain a slick dashboard, and management concludes the control system has been modernized. Meanwhile, the 15-year-old PLC underneath is still making every real-time decision with no redundancy and no spare parts on the shelf. Respecting each technology’s proper role is not a theoretical concern. It is the difference between a system that runs for a decade and one that fails during peak production.
My practical advice for 2026: treat your PCS lifecycle plan as a living document. Review it every year, not every five years. The facilities that do this consistently are the ones that avoid emergency sourcing calls at 2 a.m.
— Monica
Get the automation parts your process control system depends on
When a critical PLC module fails or a legacy DCS component goes end-of-life, production does not wait for a six-week OEM lead time. Industrialpartsusa stocks new, surplus, and remanufactured automation parts across GE Fanuc, Allen-Bradley, Mitsubishi, Omron, and ABB platforms, with same-day shipping on in-stock items.
Every part ships with a one-year warranty backed by in-house testing and repair capabilities. Whether you need a GE Emerson Genius I/O module to keep a legacy system running or a full audit of your automation components before a planned upgrade, Industrialpartsusa provides the parts and support to keep your process control system online. Visit Industrialpartsusa to search inventory or request a quote today.
FAQ
What is a process control system in simple terms?
A process control system is an automated setup that continuously measures industrial variables like temperature and pressure, compares them to target values, and adjusts equipment outputs to maintain stable, consistent operations.
What are the three main types of process control systems?
The three primary types are PLC-based discrete control for high-speed manufacturing tasks, DCS for continuous analog-heavy processes like chemical production, and SCADA for supervisory monitoring across large geographic areas.
How does a PID controller fit into a process control system?
A PID controller handles the calculation stage of the control loop, computing a corrective output based on the error between the measured value and the setpoint. It remains the most widely used control algorithm in industrial automation.
Why does sensor accuracy matter so much in process control?
Poor or uncalibrated sensors feed incorrect data into the control loop, causing the controller to make wrong corrections. Even advanced controllers cannot compensate for faulty field instrumentation.
When should a manufacturer consider upgrading a legacy process control system?
Upgrade evaluation is warranted when spare parts become difficult to source, when the system cannot integrate with MES or historian platforms, or when legacy hardware lifecycle costs exceed the cost of a phased migration to a supported platform.