Field Control Strategies for Industrial Manufacturing in 2026
Field control is defined as the centralized management and automation of field devices, personnel, and workflows across industrial environments to maintain operational continuity and reduce unplanned downtime. Plant engineers rely on it to coordinate everything from PLC scheduling and sensor monitoring to access security and environmental quality. The GE Fanuc Field Control platform, Field Service Management (FSM) standards, and the Manual on Uniform Traffic Control Devices (MUTCD) each represent distinct layers of this discipline. Getting all three layers to work together is what separates plants that run reliably from those that constantly fight fires.
What are the core components of effective field control systems?
Effective field control systems share four non-negotiable components: centralized dispatch, integrated communication, access control, and offline resilience. Each one addresses a specific failure mode that plants encounter when managing distributed devices and technicians across a large floor or multiple sites.
Centralized dispatch and scheduling is the operational backbone. AI-powered scheduling matches jobs to available technicians in real time, cutting the manual coordination that slows response to equipment faults. Without a defined dispatch hierarchy, scheduling systems hang. A default dispatch algorithm set at the lowest priority guarantees every field activity receives an assignment, even when higher-priority rules fail to fire.

Integrated communication and reporting closes the gap between field data and management decisions. Platforms that unify dispatching, GPS tracking, and automated reports eliminate the data silos that quietly erode operational efficiency. A technician who submits a fault report through the same system that dispatched the job creates a closed-loop record. That record feeds maintenance schedules, parts ordering, and compliance audits without manual re-entry.
Offline resilience is the component most engineers underestimate until a network outage shuts down a production line. Field devices must operate autonomously when disconnected from the central platform, executing their last known instructions until connectivity is restored. A factory floor control system that lacks this capability creates a single point of failure at the network layer.
Key capabilities to verify in any field control platform:
- Fallback dispatch rules that activate when primary algorithms fail
- Bidirectional data sync that resolves conflicts after reconnection
- Role-based access that mirrors physical safety zones
- Automated escalation when a job exceeds its time window
- Audit logs that capture every status change for compliance review
Pro Tip: Test offline resilience before you need it. Simulate a network drop during a scheduled maintenance window and confirm that every field device holds its last commanded state. Document the result and make it part of your annual PLC maintenance schedule.
How do field control strategies manage legacy devices alongside modern platforms?
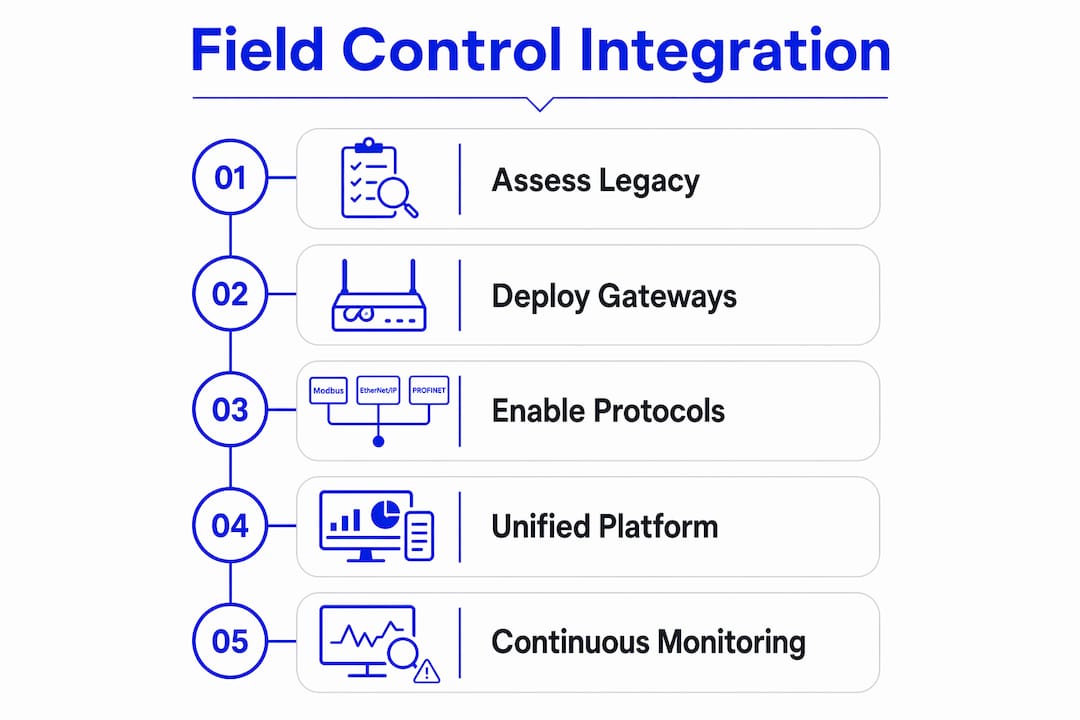
Legacy device integration is the hardest problem in industrial field management. Most plants running GE Fanuc Series 90-30, Genius I/O, or Allen-Bradley legacy racks cannot simply replace them. The capital cost is prohibitive, and the institutional knowledge embedded in those programs is irreplaceable on short notice. The practical answer is a phased integration strategy that extends the life of legacy hardware while adding modern control visibility on top.
-
Audit every field device for connectivity capability. Catalog which devices communicate over serial protocols like RS-232 or RS-485, which use older fieldbus standards, and which have no digital output at all. This audit defines your integration ceiling before you spend a dollar on software.
-
Deploy protocol converters or gateway modules at the device level. A gateway that translates Modbus RTU to Ethernet/IP lets a 1990s-era PLC appear as a standard node on a modern SCADA network. The legacy device keeps running its original program. The control platform gains read and write access without a firmware change.
-
Centralize monitoring before attempting centralized control. Read-only visibility into legacy device status catches faults early and builds operator confidence in the new platform. Technician downtime accounts for 15–25% of operational inefficiency in field service environments. Catching a fault before it causes a line stop is the fastest way to demonstrate ROI on the integration investment.
-
Add write control incrementally, starting with low-risk devices. Bring conveyors and auxiliary pumps under centralized command before touching primary process controllers. Each successful integration builds the configuration library for the next device.
-
Source replacement parts before you need them. Legacy PLCs fail without warning. A GE Fanuc Genius I/O block or a Series 90-30 module that goes down on a Friday afternoon can idle a production line for days if the part is not in stock. Maintaining a critical spares inventory for your highest-risk legacy devices is a direct field control strategy, not just a maintenance task. Review the automation upgrade checklist to identify which legacy components carry the highest replacement risk on your floor.
The underlying principle is that process automation in manufacturing does not require a full rip-and-replace. Phased integration preserves production continuity while building toward a unified control architecture.
What role does environmental control play in field management solutions?
Environmental control is a direct component of comprehensive field management, not a separate facility concern. Air quality, temperature, and pathogen load inside a manufacturing environment affect both worker performance and sensitive electronic equipment. Ignoring environmental field controls creates hidden failure modes that standard automation monitoring never catches.
UV-C air treatment is the most measurable environmental control technology available to plant engineers today. Field Controls uses UV-C light at 254 nm to neutralize airborne pathogens, improving air quality and reducing HVAC maintenance intervals. The 254 nm wavelength targets the DNA of bacteria and viruses directly, disrupting replication without chemical agents or consumable filters.
| Environmental Control Method | Primary Benefit | Maintenance Impact |
|---|---|---|
| UV-C air treatment at 254 nm | Neutralizes airborne pathogens | Reduces HVAC filter replacement frequency |
| HEPA filtration | Captures particulate matter | Requires scheduled filter changes |
| Positive pressure zones | Prevents contaminant ingress | Minimal, requires door discipline |
| Temperature monitoring sensors | Protects sensitive electronics | Triggers alerts before thermal damage |
Integrating environmental sensors into the same field control platform that manages your PLCs and technician dispatch creates a unified operational picture. A temperature spike in a control cabinet and a pathogen alert in a clean room both become work orders in the same system. That integration is what production line automation components are increasingly designed to support.
Pro Tip: Place UV-C units in HVAC return air ducts rather than supply ducts. Treating air before it recirculates through the system reduces the pathogen load across the entire facility, not just in a single zone.
How do traffic and access control regulations affect field operations control?
Regulatory compliance is a non-negotiable layer of field operations control in any industrial setting that involves vehicle movement, contractor access, or hazardous zones. Two frameworks define the baseline: the MUTCD for traffic management and site-specific access control policies for personnel.
Temporary traffic control zones extend from the first warning sign to the last device, per MUTCD and MoDOT policies. That definition matters because it establishes legal liability boundaries. A forklift incident inside an unmarked zone that should have been designated as a temporary traffic control area creates both a safety failure and a compliance failure.
Practical access control for industrial field operations requires more than badge readers at the door:
- Require recorded exit before re-entry. Access control systems must prevent badge sharing by requiring a logged exit event before the same credential can authorize a second entry. This single rule eliminates the most common physical security bypass on industrial sites.
- Align digital roles with physical safety zones. A technician credentialed for general maintenance should not have badge access to a high-voltage switchgear room. Digital role assignments and physical door permissions must match.
- Move access administration to the project level. Real-time enforcement of access rules requires project-level administrative capability, not a centralized IT ticket system that takes 48 hours to update a permission.
- Log every access event to the field control platform. Access logs feed safety audits, incident investigations, and contractor compliance reviews. Keeping them in a separate system from your field management data creates exactly the kind of silo that reduces operational efficiency.
The connection between digital access control and physical safety compliance is direct. Plants that treat them as separate systems consistently find gaps during audits that would have been caught by a unified field control approach.
Key Takeaways
Effective field control requires unified dispatch, offline resilience, legacy device integration, and synchronized access control to prevent the operational failures that cost manufacturing plants the most.
| Point | Details |
|---|---|
| Define fallback dispatch rules | A default algorithm at lowest priority prevents scheduling hangs when primary rules fail. |
| Build offline resilience first | Field devices must hold their last commanded state when network connectivity is lost. |
| Phase legacy device integration | Start with protocol gateways and read-only monitoring before adding centralized write control. |
| Align digital and physical access | Badge permissions must match safety zone credentials to prevent security gaps and compliance failures. |
| Include environmental controls | UV-C air treatment at 254 nm and temperature monitoring belong in the same field control platform as automation data. |
What I’ve learned from watching plants get field control wrong
The most common mistake I see is treating field control as a software purchase rather than an architecture decision. Plants buy a field management platform, connect it to their modern equipment, and declare the project complete. The legacy PLCs stay on their own island. The access control system stays with IT. The environmental sensors feed a separate building management system. Three months later, the operations team is managing four dashboards and still making decisions with incomplete data.
The shift from manual scheduling to autonomous field agents is real, and it is accelerating. But the plants that benefit most are not the ones with the newest equipment. They are the ones that defined their integration architecture before they bought anything. They know which legacy devices need gateway modules, which safety zones need project-level access administration, and which environmental sensors need to feed the same platform as their PLC data.
The second mistake is underestimating the dispatch algorithm problem. Failing to define a default dispatch algorithm causes scheduling systems to hang. I have seen this happen in plants that spent six figures on field service software. The fix takes ten minutes once you know what to look for. The cost of not knowing is a production line waiting on a technician who was never dispatched.
My honest recommendation: map your field control architecture on paper before you touch a single configuration screen. Define your device inventory, your integration method for each legacy asset, your access control hierarchy, and your environmental monitoring requirements. Then buy the software that fits the architecture. The reverse approach always costs more.
— Monica
Industrialpartsusa keeps your field control running when legacy parts fail
Legacy field devices do not fail on a schedule. When a GE Fanuc Genius I/O block or a Series 90-30 module goes down, you need a replacement the same day, not in six weeks. Industrialpartsusa stocks new, surplus, and remanufactured automation parts for exactly these situations, with same-day shipping on in-stock items and in-house repair capabilities for components that can be restored.
Every part ships with a one-year warranty from Global Electrical and Industrial, backed by testing and cleaning before it leaves the facility. Whether you need a legacy automation part for an aging GE Fanuc system or a full range of PLC and automation components to support a phased integration project, Industrialpartsusa has the inventory and the technical knowledge to get your field control system back online fast.
FAQ
What is field control in industrial manufacturing?
Field control is the centralized management and automation of field devices, technician dispatch, access security, and environmental monitoring across a manufacturing environment. It combines Field Service Management software, PLC programming, and physical safety protocols into a unified operational framework.
Why does offline resilience matter for field control systems?
Field devices must continue operating autonomously when network connectivity is lost to prevent production line failures. A system without offline resilience creates a single point of failure at the network layer, turning a connectivity issue into a full operational shutdown.
How do you integrate legacy PLCs into a modern field control platform?
Deploy protocol gateway modules that translate legacy serial or fieldbus communication into Ethernet-compatible formats, then start with read-only monitoring before adding centralized write control. This approach preserves the legacy device’s original program while adding modern visibility.
What is the MUTCD standard for field operations?
The MUTCD defines temporary traffic control zones as extending from the first warning sign to the last control device, establishing the legal and safety boundary for any work zone. Plants must apply this standard wherever vehicle and pedestrian traffic intersect with active field operations.
How does UV-C air treatment fit into a field control strategy?
UV-C light at 254 nm neutralizes airborne pathogens in HVAC systems, reducing both health risks and maintenance intervals for air handling equipment. Integrating UV-C sensor data into the field control platform turns environmental quality into a monitored, managed variable alongside automation data.